Бронза
состоит из сплава металлов и меди. Составы бронзовых сплавов отличаются. В
связи с этим нет одной методики для
сваривания. Каждый отдельный сплав сваривается со своими особенностями. Но есть
и общие правила при сварке бронз. Полярность тока выбирается обратная и варится
изделие прерывистым швом, а не сплошным.
Сложность при
сварке бронзы
Сварочный
шов получается не однородный, а с присутствием пор. Происходит это благодаря
выгоранию дополнительных металлов.
Например, олово начинает выгорать
уже при пятистах градусах. Из олова получается оксид, образующий пенную
поверхность сварочной ванны. Также нужно
учитывать, что с нагревом бронзы выше пятисот градусов, сильно возрастает ее
хрупкость. В связи с этим необходимо избежать при сварке резких механических
воздействий. В процессе сварки не рекомендуется крутить и передвигать бронзовые
детали, чтобы избежать возникновения трещин. Сварка сплава меди с алюминием
осложняется тугоплавкими свойствами
окиси алюминия. Окись трудно
убрать из расплавленной сварочной ванны.
Сплав меди
с оловом обычно варят газовой сваркой. Сплав меди с алюминием и кремнием, как
правило, варят аргонодуговым методом.
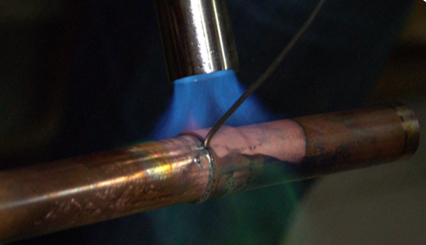
Сварка оловянной
бронзы
Важным
моментом является подготовка свариваемых деталей. От этого в значительной
степени зависит конечный результат. Бронзовый прокат перед сваркой хорошо зачищают
от грязи, окалины. По место сварочного шва прокладываются прокладки из асбеста
или графита. Для сварки чаще всего используют газ ацетилен, и в более редких
случаях пропаном или бутаном.
Пламя у
горелки устанавливается мягким, в среднем с расходом около ста литров газа в
час на один мм толщины металла. На свариваемую поверхность и сварочный материал
для присадки накладывается специальный флюс. Материал для присадки обычно
используется БрОЦ4-3, БрОФб,5-0,4.
Перед сваркой
оловянный сплав принято предварительно разогревать примерно до трехсот
градусов. Иногда для этого применяется вторая горелка. Вторая горелка
производит прогрев металла непосредственно перед сварочной горелкой. В таком
случае сварочный процесс получается эффективный и быстрый.
Горелка располагается под
углом девяносто градусов к свариваемой поверхности. Во избежание выгорания олова,
эпицентр пламени держится на расстоянии не ближе семи мм. Во время сварки
постепенно добавляется флюс и присадочный материал.
Для техники
безопасности необходимо организовать постоянную вытяжку образующихся газов. Это
нужно для профилактики отравления вредными веществами, которые выделяются при
выгорании олова.
Необходима
термообработка деталей в месте сварки. Сварочный шов разогревается до пятисот
градусов, а затем помещается в воду для охлаждения.
После проведения
сварки швы промываются раствором двух процентным кислоты. Кислота может быть
использована серная или азотная.