Сварка
плазменного вида подобна сварке дугового вида, которая исполняется вольфрамовым
электродом. Но не стоит забывать про существенные различия между этими
разновидностями сварки, которые основаны на плазменной дуге сжатой особым
соплом, создающим сильный поток плазменного вида с температурным диапазоном от 11к до 20к °C.
Данный тип сварки осуществляется благодаря трансформированной дуге, где сжатая
дуга реализуется между электродом и стальной
плоскостью . В других типах сварки обычно применяется нетрансформированная
дуга.
Нужно
отметить, что сопло плазменного вида в диаметре очень тонкое, оно не
гарантирует защищенность сварочной ванне. Это заставляет задуматься о
дополнительном защитном газовом потоке кольцеобразного типа. Газообразные
вещества, которые используются в защитных целях, такие же как и при сварочной
работе. Газообразные смеси, включающие в себе водород, лучше использовать для
сварки аустенитных сталей нержавеющего типа. Газы, имеющие в своем составе
азот, часто используют для сварки сталей с ферритом ,а также для сталей
мартенситных и дуплексных.
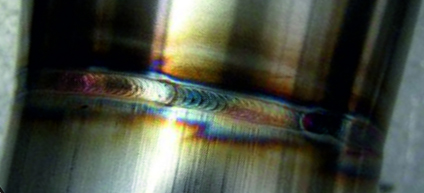
Хорошо
зарекомендовала себя плазменная сварка нержавеющей стали в виде тонких листов.
В ООО Баустрой при помощи такого типа сварки
производят нержавеющей дымоходы. Дымоходы свариваются из тонких листов аустенитных
сталей плазменной сваркой в среде защитного газа.
Микро-плазма
- именно так часто называют сварку ручного характера , для которой требуется ток с переменным
напряжением от 0.2 до 15А.
Авто-сварка,
имеющая поток лучевого характера в кожухе, производит
операцию под название "ключ-прорезь". Пучок плазмы в данном случае
создается при помощи тока с переменным
напряжением, превышающего 100А, и газового потока. В данном варианте сгусток
плазмы способен легко прожечь сталь нержавеющего типа. В процессе сварочных
работ возникнет отверстие, которое прожигает деталь насквозь, а сам процесс
образования ванны расплавленного металла
происходит на поверхности детали, где и образуется наплавленный шов.
Наиболее
ярким плюсом сварки плазменного вида если сравнивать со сваркой электродом из неплавящегося вольфрама
является стабильная дуга, при помощи которой сварочный шов получается качественнее:
1)Дуга
жесткого типа, позволяющая легко контролировать энергетические затраты.
2)Шов не
деформируется при изменении расстояния от сопла к рабочей плоскости, что дает
свободу действий.
3)Неширокая
околошовная область.
4)Быстрая
сварка.
Вот какие
характеристики необходимо иметь стальной рабочей плоскости нержавеющего типа:
1)От нуля
целых одного десятого миллиметра до одного миллиметра для микро- плазменных
операций.
2)От одного
миллиметра до трех миллиметров для способа сварки с отсутствием потока.
3)От трех
миллиметров до десяти миллиметров для сварки плазменного вида с образованием
сквозных отверстий.