Наплавляется
металл на поверхность другого изделия с определенной целью, такой как изменение
геометрии изделия или изменения поверхностных механических характеристик. Процесс наплавки может осуществляться
электродом, проволокой или твердым сплавом.
К твердым
сплавам относятся сплавы с образованием карбида. В наплавочном производстве эти
сплавы могут быть использованы в виде прутков или порошковом состоянии.
Среди
пруткового материала наиболее распространенный сормайт. Он применяется для
наплавки деталей подвергающихся интенсивному износу. Среди порошковых материалов также популярен
сормайт и сталинит.
Наиболее популярный
способ наплавки это газовая ацетилено-кислородная горелка.
Обычно при
помощи горелки наплавляется от двух до трех слоев металла. Наплавка в несколько слоев необходима. При
наплавке первого слоя получается смесь в наплавленном металле. В твердый сплав
примешивается метал самой детали. Благодаря этому твердость одного слоя может
быть не высокой. При наплавке в несколько слоев, металл детали уже не попадает
в верхний шов. Твердый сплав это
достаточно дорогой материал и для большей экономии рекомендуется минимально
плавить металл самой детали. Но при этом твердый сплав должен быть полностью
расплавлен и равномерным слоем растекаться по поверхности детали. Необходимо
избежать непроваров и раковин.
Для
получения качественного наплавочного слоя, чтобы избежать в нем напряжений
перед сваркой деталь прогревается. Прогрев производится до состояния красного каления.
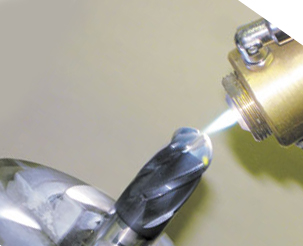
Следующим этапом проводится прогрев самой поверхности при помощи горелки.
Поверхность необходимо прогрет до температуры оплавления. Это состояние можно
понять по отдельным капелькам металла, они появляются на поверхности изделия.
После этого стержень твердосплавного металла помещается под пламень горелки.
Поступательными движениями стержнем натирается поверхность изделия. При хорошей
квалификации сварщика на поверхности образуется ровный тонкий слой, который прочно наплавлен на
изделие.
Наплавка плавящимся
электродом может
производиться в любом пространственном положении. В принципе наплавки
используется поочередное наплавление валиков, состоящих из расплавленного
металла электрода. При этом изделие
должно быть зачищено от окалины и брызг.
Чтобы получить монолитный шов, валики наплавляются внахлест, перекрывая
друг друга на одну треть от ширины.
Примерная глубина получающаяся при проходе электродом один раз
составляет от трех до шести мм. Если есть необходимость увеличить глубину
наплавления, то повторная наплавка производится перпендикулярно предыдущему
слою. При этом предыдущий слой должен быть тщательно зачищен. При ремонте
буровых коронок http://binur.ru наплавка должна
производиться не менее чем в два слоя.
Наплавка проволокой
под слоем флюса может происходит при помощи проволоки сплошного сечения или проволоки
порошкового типа со слоем флюса. Процесс может проходить в ручном или
автоматическом режиме при помощи одной проволоки или нескольких, на много
электродном аппарате.
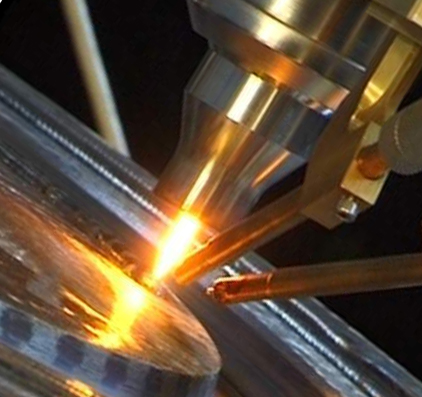
Наплавка в защитном
газе производится
при помощи вольфрамового электрода с присадкой наплавочного твердосплавного
материала. Или может производиться при помощи плавящегося электрода.